鑄鐵平臺之所以會出現砂眼的情況,是因為在鑄件凝聚以前沒有排出金屬液中的氣體構成的一種孔穴類缺陷,這是最常見的一種鑄造缺陷.氣體的來歷和構成的原因不同,有分出性氣孔,反應性氣孔,侵入性氣孔.
鑄鐵檢驗平臺反應性氣孔:但凡鑄型于金屬液之間發作化學反應而發作的氣體所構成的氣孔,統稱為反應性氣孔.反應性氣孔在鑄件熱處理從前很難發現,在熱處理消除表面的氧化皮后露出.反應性氣孔常呈現在鑄鋼件和球墨鑄鐵件上.反應性氣孔的特性是孔內的表面光滑,一般的孔徑在1-3mm,常呈現在鑄件的表皮下1-2mm處,故又稱為皮下氣孔.
鑄鐵檢驗平臺分出性氣孔:分出性氣孔是溶解在金屬液中的氣體,當金屬液凝聚時,氣體從金屬液中分出而構成的氣孔.而在冷卻的過程中,被溶解的氣體便不斷地分出,尤其是在凝聚的時期,鑄鐵途徑氣體分出最為劇烈.在同一合金中,溫度越高,氣體的溶解度隨之增大.分出性氣孔的特性是數量多而松散,鑄鐵檢驗平臺尺寸較小,形狀成圓形,橢圓形和針狀,一般散布在鑄件的斷面處,同一爐次的鑄件中大都有這類狀況發作.由于分出氣體所構成的氣泡很小,金屬液的流動性已很低時,小氣泡難以集合上浮,就會在鑄鐵檢驗平臺鑄件內構成很多的松散的小孔.
還有就是砂型內清砂不干凈,有殘留沙礫。在就是在澆注過程中,由于鐵液沖刷澆道壁的型砂而造成。有的廠家采用涂刷涂料來防止,取的了很好的效果,但還是會有鑄件出現夾砂,砂眼的情況。一是因為澆口涂刷涂料比較苦難。在就是在澆注過程中澆注溫度高,沖刷大,涂料在沖刷和高溫浸泡下很容易脫落。造成夾砂砂眼。一直以來很多鑄件廠不很重視澆道。忽視了澆注過程中對澆道壁的沖刷。因此導致了鑄件夾砂砂眼。
.jpg)
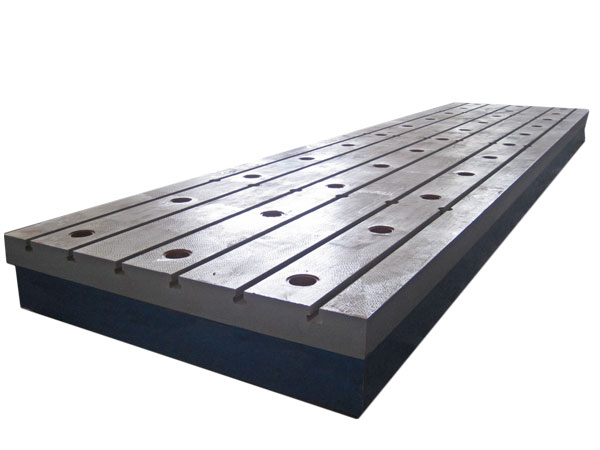
昌新量具-優質鑄造產品可定制生產加工

鑄鐵平臺的保養方法有哪些?能延長使用壽命嗎?
做好鑄鐵平臺的保養工作,不僅能保持其精度,還能顯著延長使用壽命。日常保養需注意以下幾點:清潔方面,每次使用后要及時清除平臺表面的灰塵、油污和雜物,可用干凈的抹布蘸取中性清潔劑擦拭,避免使用腐蝕性強的化學藥劑;防銹處理,長期不使用時,需在平臺表面涂抹防銹油,并覆蓋防潮紙;放置規范,應將平臺放在平整........
鑄鐵平臺為什么會出現精度誤差?如何避免?
在鑄鐵平臺的使用過程中,精度誤差是客戶極為關注的問題。造成精度誤差的原因主要有以下幾點:首先,材料選擇不當會影響平臺的穩定性,若鑄鐵材料的強度和硬度不足,在長期使用中易發生變形,進而導致精度下降;其次,加工工藝不規范,比如鑄造時冷卻速度不均勻,會使平臺內部存在應力,后續加工時就可能出現精度偏差;........
不同類型的鑄鐵平臺在機械加工中的應用案例
鑄鐵基礎平臺按其結構特點和功能可分為普通鑄鐵平臺、T 型槽鑄鐵平臺、鉚焊鑄鐵平臺等,以下是不同類型的鑄鐵基礎平臺在機械加工中的應用案例:普通鑄鐵平臺小型模具加工:在小型模具制造企業,加工精度較高的小型注塑模具時,常使用普通鑄鐵平臺。如生產手機外殼模具,將模具坯料放置在普通鑄鐵平臺上,利用平臺的高精........
鑄鐵平臺材質選擇指南:從特性到場景的精準匹配
鑄鐵平臺作為工業生產中不可或缺的基礎裝備,其材質選擇直接決定了使用性能、壽命和適用場景。市場上常見的鑄鐵平臺材質主要有灰鑄鐵和球墨鑄鐵兩大類,二者在成分、性能和應用上存在顯著差異。掌握不同材質的特性,結合實際需求進行選擇,才能實現設備效能的最大化。灰鑄鐵:性價比之選,適配常規工業場景灰鑄鐵是目前........
鑄鐵平臺的生產周期是多久?定制產品需要注意什么?
鑄鐵平臺的生產周期受規格尺寸、精度等級、生產數量以及是否需要定制等因素影響。一般來說,標準規格和精度等級的鑄鐵平臺,生產周期通常在 15 - 30 天左右;如果是大型平臺或精度要求較高的產品,生產周期可能會延長至 30 - 60 天。鑄鐵平臺的生產周期受規格尺寸、精度等級、生產數量以及是否需要定制等因素影響。一般........
鑄鐵平臺與智能裝備協同發展,推動工業自動化升級
在工業自動化快速發展的趨勢下,鑄鐵平臺與智能裝備的協同發展成為新的熱點。某自動化設備制造商推出了一款集成鑄鐵平臺的智能裝配工作站,該工作站將高精度鑄鐵平臺作為基礎工作平面,結合工業機器人、視覺檢測系統和自動化控制系統,實現了零部件的高精度自動裝配。在工業自動化快速發展的趨勢下,鑄鐵平臺與智能裝備........
鑄鐵平臺在新興產業中的創新應用案例
在新興產業蓬勃發展的背景下,鑄鐵平臺不斷拓展其應用領域,展現出創新的應用模式。在新能源電池制造領域,某企業定制了一款具有特殊表面處理和高精度要求的鑄鐵平臺,用于鋰電池電芯的組裝和檢測。該平臺表面經過絕緣處理,防止在操作過程中產生靜電對電芯造成損害,同時其高精度的平面度確保了電芯堆疊的準確性,提高........
鑄鐵平臺出現劃痕、變形等問題該如何修復?
對于鑄鐵平臺在使用過程中可能會出現劃痕、變形等問題,及時修復能恢復其功能。對于輕微劃痕,可先用細砂紙輕輕打磨劃痕表面,去除毛刺和雜質,然后用研磨膏進行拋光,使表面恢復平整光滑;若劃痕較深,可采用補焊的方法,選用與平臺材質相近的焊條進行焊接,焊后進行打磨和拋光,確保表面平整,同時要注意控制焊接溫度........