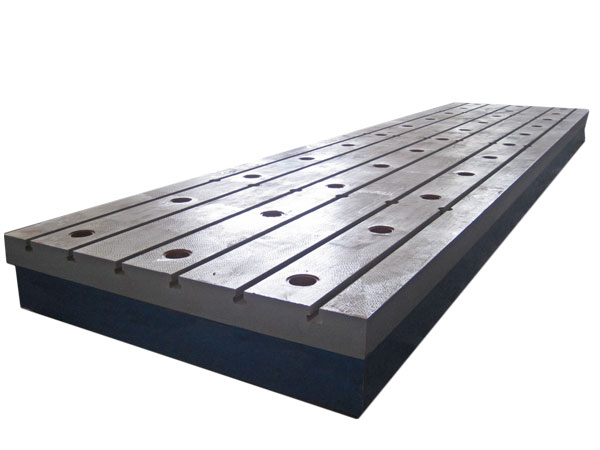
鑄鐵平臺作為工業測量、裝配的基準裝備,其性能與精度取決于生產全流程的每一個細節。建新鑄造通過二十余年的工藝積淀,形成了一套涵蓋原料篩選、熔煉控制、鑄造成型、熱處理時效、精密加工及質量檢測的全工序管控體系,確保每臺平臺的平面度、硬度等關鍵指標達到行業領先水平。
原料篩選:奠定品質基石的第一道防線
鑄鐵平臺的性能始于優質原料的選擇。建新鑄造采用的原生鑄鐵錠需經過三重檢測:首先通過光譜分析儀測定碳、硅、錳等元素含量,確保灰鑄鐵原料中碳含量穩定在 2.9%-3.5%、硅含量 1.2%-2.0%,這一配比能平衡平臺的強度與減震性;其次對原料進行金相組織抽檢,要求石墨形態呈均勻分布的片狀(灰鑄鐵)或球狀(球墨鑄鐵),不允許出現密集型滲碳體;最后通過超聲波探傷排查原料內部的氣孔、裂紋等缺陷,不合格原料直接剔除。
對于球墨鑄鐵平臺,還需嚴格控制球化劑(如鎂合金)的純度,要求鎂含量≥85%,并通過預處理去除其中的硫、鉛等有害元素 —— 這些元素會導致球化衰退,影響平臺的韌性。
熔煉控制:精準調控鑄就均勻材質
熔煉環節是決定鑄鐵成分均勻性的核心。建新鑄造采用 10 噸中頻感應電爐,通過智能溫控系統將爐溫穩定在 1450±10℃:溫度過低會導致元素溶解不充分,形成成分偏析;過高則會增加氧化燒損。熔煉過程中,每 30 分鐘取樣一次,通過快速熱分析儀測定鐵水的碳當量(CE 值),確保灰鑄鐵 CE 值在 4.2%-4.6%,球墨鑄鐵在 4.0%-4.4%,以此保證鐵水的流動性和鑄造性能。
對于球墨鑄鐵的熔煉,在出鐵前 5 分鐘加入球化劑和孕育劑(硅鐵),通過 “沖入法” 實現石墨球化:球化劑加入量為鐵水重量的 1.2%-1.5%,孕育劑為 0.8%-1.0%,并通過攪拌裝置確保反應充分。出鐵時采用隨流孕育技術,進一步細化石墨顆粒,提升材質的力學性能。
鑄造成型:砂型工藝決定初始精度
建新鑄造根據平臺規格采用不同的鑄造工藝:小型平臺(≤2 米)采用樹脂砂型,中型平臺(2-5 米)采用水玻璃砂型,大型平臺(>5 米)則采用復合砂型(面砂為樹脂砂,背砂為水玻璃砂)。砂型的緊實度控制在 70-80AFS,通過全自動砂型成型機實現均勻緊實,避免因砂型密度不均導致鑄件縮孔。
澆注過程采用階梯式澆注系統,大型平臺設置 3-5 個內澆口,確保鐵水平穩充型,充型時間控制在 30-60 秒(根據平臺厚度調整)。澆注溫度嚴格控制在 1380-1420℃,低溫澆注可減少氧化和收縮,但易產生澆不足;高溫澆注則會增加砂型侵蝕,需通過智能澆注機器人精準把控。
熱處理時效:消除內應力的關鍵工序
鑄件冷卻至室溫后,需立即進行去應力退火處理。建新鑄造的連續式退火爐采用三段式溫控:200℃以下緩慢升溫(≤50℃/h),避免溫差過大產生新應力;600-650℃恒溫 4-8 小時(根據平臺厚度,每 100mm 增加 1 小時),使鑄件內部應力充分釋放;隨后隨爐冷卻至 200℃以下方可出爐。
對于精度等級 0 級、1 級的平臺,還需進行人工時效處理:將平臺放置在恒溫(20±2℃)、恒濕(50±5% RH)的時效室中,靜置 30 天,通過自然時效進一步穩定尺寸。過程中每天測量平臺的變形量,直至連續 5 天變形量≤0.01mm/m,方可進入下道工序。
精密加工:多工序聯動實現微米級精度
加工環節分為粗加工、半精加工和精加工三個階段。粗加工采用龍門銑床去除鑄件表面的氧化皮和多余余量,保留 5-8mm 加工余量;半精加工使用數控銑床,通過激光干涉儀實時補償進給誤差,將平面度控制在 0.1mm/m 以內;精加工則采用高精度磨削工藝,M7130 型平面磨床配備進口砂輪(粒度 80#-120#),磨削進給量控制在 0.01-0.03mm / 次,最終使平臺的平面度達到 0 級(≤0.02mm/m)。
加工過程中需嚴格控制切削液的濃度(5%-8%)和溫度(25±3℃),避免因熱變形影響精度。每道加工工序后,都要使用合像水平儀進行檢測,確保前道工序誤差不傳遞至下道工序。
質量檢測:全項核驗保障最終品質
成品檢測執行 “三檢制”:自檢環節由操作工使用百分表檢測平面度;專檢環節通過電子水平儀(精度 0.001mm/m)和硬度計(洛氏 HRC 或布氏 HB)全面檢測;終檢環節則在恒溫實驗室(20±1℃)中,采用激光跟蹤儀進行三維精度掃描,生成精度報告。
對于客戶定制的特殊平臺,還需進行載荷測試:在平臺表面均勻施加 1.2 倍額定載荷,保持 24 小時后重新檢測平面度,變形量需≤0.03mm/m。所有檢測數據存入產品檔案,實現質量可追溯。
從原料到成品,建新鑄造通過 28 道關鍵工序的精細化管控,使鑄鐵平臺的合格率穩定在 99.5% 以上。這一全工序質量控制體系,既是對客戶需求的精準響應,也是建新鑄造 “精工鑄品” 理念的最佳詮釋。



鑄鐵平臺的保養方法有哪些?能延長使用壽命嗎?
做好鑄鐵平臺的保養工作,不僅能保持其精度,還能顯著延長使用壽命。日常保養需注意以下幾點:清潔方面,每次使用后要及時清除平臺表面的灰塵、油污和雜物,可用干凈的抹布蘸取中性清潔劑擦拭,避免使用腐蝕性強的化學藥劑;防銹處理,長期不使用時,需在平臺表面涂抹防銹油,并覆蓋防潮紙;放置規范,應將平臺放在平整........
鑄鐵平臺為什么會出現精度誤差?如何避免?
在鑄鐵平臺的使用過程中,精度誤差是客戶極為關注的問題。造成精度誤差的原因主要有以下幾點:首先,材料選擇不當會影響平臺的穩定性,若鑄鐵材料的強度和硬度不足,在長期使用中易發生變形,進而導致精度下降;其次,加工工藝不規范,比如鑄造時冷卻速度不均勻,會使平臺內部存在應力,后續加工時就可能出現精度偏差;........
鑄鐵平臺材質選擇指南:從特性到場景的精準匹配
鑄鐵平臺作為工業生產中不可或缺的基礎裝備,其材質選擇直接決定了使用性能、壽命和適用場景。市場上常見的鑄鐵平臺材質主要有灰鑄鐵和球墨鑄鐵兩大類,二者在成分、性能和應用上存在顯著差異。掌握不同材質的特性,結合實際需求進行選擇,才能實現設備效能的最大化。灰鑄鐵:性價比之選,適配常規工業場景灰鑄鐵是目前........
鑄鐵平臺的生產周期是多久?定制產品需要注意什么?
鑄鐵平臺的生產周期受規格尺寸、精度等級、生產數量以及是否需要定制等因素影響。一般來說,標準規格和精度等級的鑄鐵平臺,生產周期通常在 15 - 30 天左右;如果是大型平臺或精度要求較高的產品,生產周期可能會延長至 30 - 60 天。鑄鐵平臺的生產周期受規格尺寸、精度等級、生產數量以及是否需要定制等因素影響。一般........
鑄鐵平臺與智能裝備協同發展,推動工業自動化升級
在工業自動化快速發展的趨勢下,鑄鐵平臺與智能裝備的協同發展成為新的熱點。某自動化設備制造商推出了一款集成鑄鐵平臺的智能裝配工作站,該工作站將高精度鑄鐵平臺作為基礎工作平面,結合工業機器人、視覺檢測系統和自動化控制系統,實現了零部件的高精度自動裝配。在工業自動化快速發展的趨勢下,鑄鐵平臺與智能裝備........
鑄鐵平臺在新興產業中的創新應用案例
在新興產業蓬勃發展的背景下,鑄鐵平臺不斷拓展其應用領域,展現出創新的應用模式。在新能源電池制造領域,某企業定制了一款具有特殊表面處理和高精度要求的鑄鐵平臺,用于鋰電池電芯的組裝和檢測。該平臺表面經過絕緣處理,防止在操作過程中產生靜電對電芯造成損害,同時其高精度的平面度確保了電芯堆疊的準確性,提高........
鑄鐵平臺出現劃痕、變形等問題該如何修復?
對于鑄鐵平臺在使用過程中可能會出現劃痕、變形等問題,及時修復能恢復其功能。對于輕微劃痕,可先用細砂紙輕輕打磨劃痕表面,去除毛刺和雜質,然后用研磨膏進行拋光,使表面恢復平整光滑;若劃痕較深,可采用補焊的方法,選用與平臺材質相近的焊條進行焊接,焊后進行打磨和拋光,確保表面平整,同時要注意控制焊接溫度........
鑄鐵平臺的安裝調試有哪些注意事項?
鑄鐵平臺的安裝調試直接影響其使用效果和精度,以下是一些關鍵注意事項:基礎準備,安裝平臺的基礎應平整、堅實,能夠承受平臺的重量和工作載荷,必要時可進行地基處理,如澆筑混凝土基礎;找平調整,利用水平儀和調整墊鐵對平臺進行找平,使平臺的水平度誤差控制在規定范圍內,調整過程中要均勻受力,避免平臺變形;固........